



Getting to know the most versatile type of cable: PTFE wire
As technology advances, the demand for high functioning electronics continues to increase. Industries are searching for cables that can meet today’s demanding, high-flex, low downtime applications. Polytetrafluoroethylene (PTFE) cables have attracted a lot of attention due to its favourable properties, making them an extremely versatile type of wire insulation applicable in a wide range of different fields.
PTFE wires are also known as Teflon wires. Teflon is the original brand name from Chemours company, a spin-off from DuPont, which originally discovered the polymer in 1938. The most well-known use of PTFE material is perhaps the nonstick coating on your pots and pans at home. The same properties that prevent food from sticking to cooking surfaces has inspired engineers to explore other usages, namely wire insulation, which is used in coated wires to enhance transmission of electricity.
What is PTFE Wire?
PTFE has a molecular structure that has a repeat unit of two carbon atoms that each bond with two fluorine atoms (C2F4). It is usually made from fluorite (CaF2) by dissolving the mineral in sulfuric acid to create hydrofluoric acid. This acid is then developed into tetrafluoroethylene resins, which are then extruded to form blocks or sheets of PTFE. The desirable properties of PTFE are:
Hydrophobic: PTFE is not wetted by water or water-containing substances. This is because fluorine in the molecule is highly electronegative and has a larger atomic diameter than hydrogen. Fluorine’s electronegativity repels the negative end of bipolar water molecules.
Chemically inert: PTFE is a bulky molecule and contains multiple strong carbon-fluorine bonds. These two factors combined physically blocks positively charged and nonpolar molecules. As a result, oils and organic solvents do not react with PTFE.
Large operating temperature range: PTFE high temperature stranded wires are stable from 250°C to 260°C. This is due to its inertness that prevents cross-linking to form a harder thermoset, which in turn minimizes flammability. This allows PTFE wire insulation to act as excellent electrical and thermal insulation. At low temperatures, PTFE cable is also able to maintain a high flexural strength without compromising wire function.
Low coefficient of friction: The absence of large functional groups and cross-linking in the molecules causes polymer chains to slide past each other easily. This leaves the plastic material mechanically weak, but this weakness also lets it absorb mechanical energy, thereby providing a low coefficient of friction.
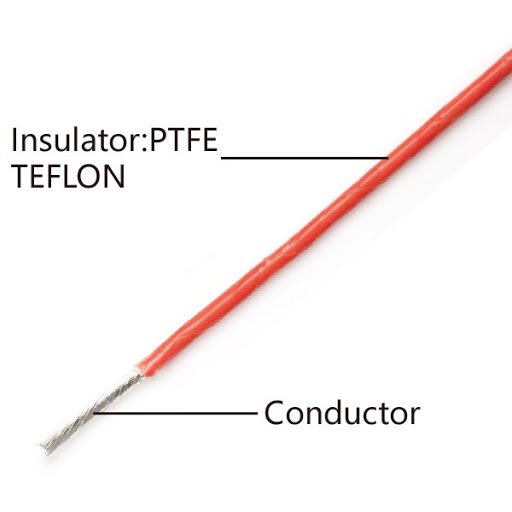
PTFE material is ideal for wire insulation and has numerous practical applications
The ideal cable insulating material should be durable and able to withstand repeated and varied flexing. The hydrophobic and inert properties of PTFE material described above allow PTFE insulated wires to resist multiple sources of damage. The stability and inertness also contribute to its high electrical resistance and dielectric strength. This means PTFE material requires a very high voltage to produce dielectric breakdown. The excellent ability to withstand and resist the passage of an electrical current makes PTFE a high-quality insulator for cables. Its large operating temperature range allows this type of wire to function under very high or very low temperatures.
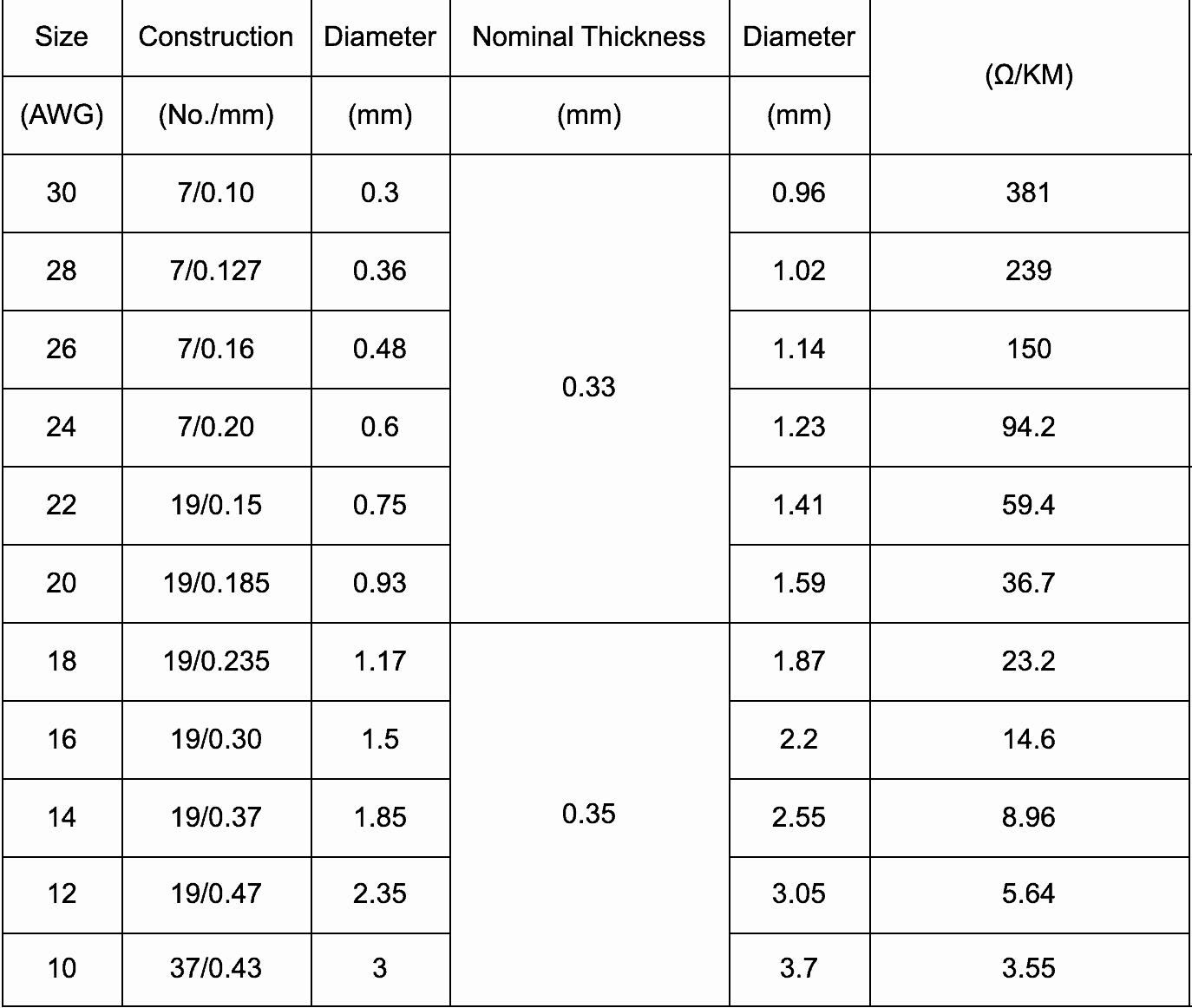
Another characteristic that makes PTFE ideal insulation for wires is its thinness. This is significant because flexure stress increases in material that is further from the cable’s neutral axis, meaning the larger the diameter of the wire, the more flexure stress it will experience. Reducing wire diameter and weight can greatly extend the longevity of cables.
Evidently, PTFE insulation is ideal for wires that are constantly exposed to chemicals or extreme temperatures. This is why PTFE wires are commonly found in aerospace and computer applications as PTFE hook-up wires, coaxial cable, etc. Mobile devices and medical instruments also rely on PTFE for smooth, reliable, and compact wire insulation. As electricity-powered automobiles become popular, there is an increased demand for mini PFTE insulated wires to help power these vehicles. Overall, the durability and stability of this type of material offer limitless potential in different fields of application.
Note that one concerns of PTFE material are outgassing of fluorine over extended periods of time. This is when the gas constituent of insulating material, which in this case is fluorine, escapes from the material itself. It is a concern for wires operating in enclosed areas such as in storage equipment or spacecrafts. This is because free fluorine atoms can produce corrosive hydrofluoric acid and can damage the surroundings and cause machine malfunctioning.
Variations of conductors in PTFE (Teflon) wires can be used to meet different demands.
PTFE silver plated copper wires use silver in the conductor to enhance electrical and thermal conductivity. This combination results in a highly durable cable with superior conductivity.
Some PTFE wires use nickel plated copper as the conductor because nickel has good antioxidation and wear resistance. Nickel also has a much higher melting point than that of copper, so it effectively protects the copper core from high temperature, increasing flexibility and stability. One of the drawbacks of this combination is increased resistance, so this type of PTFE wire is usually used under extremely high temperatures.
There are also PTFE wires that use tin plated copper conductors. Tin forms two oxide film layers when exposed to oxygen in the air, so it can prevent further oxidation of the copper core. This improves the oxidation resistance of the wire.
PTFE vs ETFE Wire: what are the differences?
ETFE (ethylene tetrafluoroethylene), also known under the brand name Tefzel, is a molecule with characteristics similar to that of PTFE. Both polymers are widely used for wire insulation in aerospace, medical and nuclear industries due to their high corrosion resistance, excellent dielectric properties and ability to function over a wide temperature range.
However, there are a couple of differences. Each repeating unit of ETFE is constructed with carbon, fluorine and hydrogen atoms (C4H4F4). This gives ETFE different physical and thermal properties than that of PTFE. The tensile strength of ETFE can be up to 34% greater, which means ETFE insulated wires can be subjected to harsher operating conditions. On the other hand, PTFE cable is more flexible and less easy to break; it has a coefficient of friction about 70% lower than that of ETFE, making it more resistant to wear and tear, especially for wire bundles that tend to chafe against each other. The melting point of PTFE is 327°C while the melting point of ETFE is 267°C. The two materials also differ in limiting oxygen index, which is the minimum percentage of oxygen concentration at which the polymer will burn. PTFE has a limiting oxygen index greater than 95% whereas ETFE has a limiting oxygen index between 30 – 36%. Therefore, PTFE insulation is more ideal in oxygen saturated environments.
Overall, if low friction properties and high limiting oxygen index are desired, PTFE wires are superior to ETFE wires. However, ETFE wires are more desirable in high-energy radiation environments due to their high mechanical strength.
Where to buy PTFE Wire?
Located in Zhengzhou, Henan, ZW Cables is one of the largest wire manufacturers in China. We specialize in manufacturing high quality cables and wires catering to different clients’ needs. Our PTFE wire is produced by insulation wrapped and sintered PTFE tape.Our business philosophy is “quality first, reputation first, service first, customer first”. We understand that different customers may have different requirements for PTFE cable specifications, and we can tailor our products to fulfill different purposes based on your needs.